

Firmen im Artikel
Alternative Antriebskonzepte – ob reines Elektrofahrzeug oder mit Brennstoffzelle – verwenden Elektromotoren. Und diese Motoren werden aus Batterien gespeist. Bei deren Fertigung wird die sorgfältige Qualitätssicherung unverzichtbar. Zumal bei reinen EV-Fahrzeugen die Traktionsbatterie der größte Kostenfaktor ist. Zuverlässigkeit, Betriebssicherheit und Langlebigkeit der Batterie sind für Automobilhersteller darum so wichtige Kriterien wie für ihre Kunden. Dabei ist einer der größten Feinde der Lithium-Ionen-Batterietechnologie im Straßenverkehr praktisch unausweichlich: Wasser. Dringt Wasser in die Batterie, droht ein Kurzschluss und sogar der Brand von Batterie und Fahrzeug. Aber nicht nur die Traktionsbatterie muss durch ihr Gehäuse dauerhaft geschützt sein, auch die Elektronik im Batteriesteuergerät darf keinem Wasser ausgesetzt werden. Viele Hersteller orientieren sich darum bei der Fertigung ihrer Gehäuse an der entsprechenden Schutzklasse IP67. Sie greift für etliche elektronische Komponenten im Fahrzeug. Dabei macht die IP67 keine exakten Vorgaben, wann genau ein Bauteil ausreichend gegen die Möglichkeit eines Wassereintritt geschützt ist. Zudem ist es nicht ganz einfach, die Anforderungen der IP67 in eine exakte Leckrate zu übersetzen, mit der Gehäuse im Fertigungsprozess sinnvoll auf Dichtheit geprüft werden können. Hinzu kommt, dass das Gehäusematerial einen wesentlichen Einfluss hat: Wasser dringt längst nicht so leicht durch einen etwaigen Leckkanal aus Kunststoff wie durch einen aus Aluminium.
Schutzklasse IP67 taucht Komponenten ins Wasser
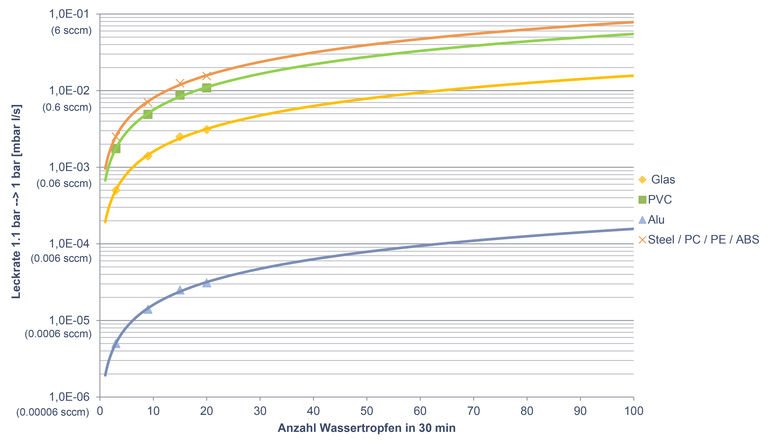
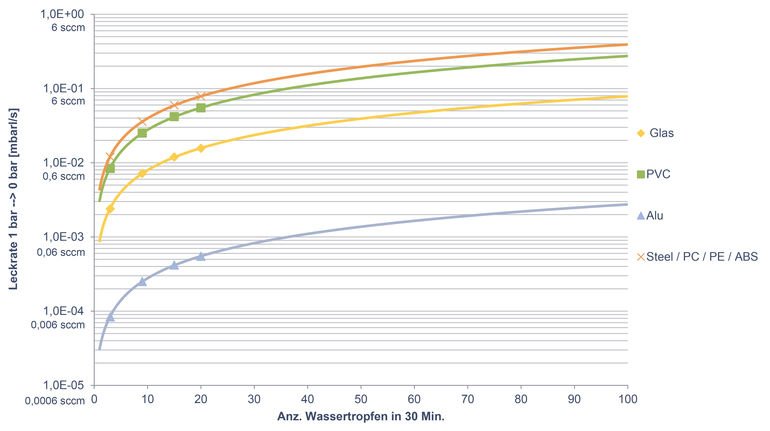
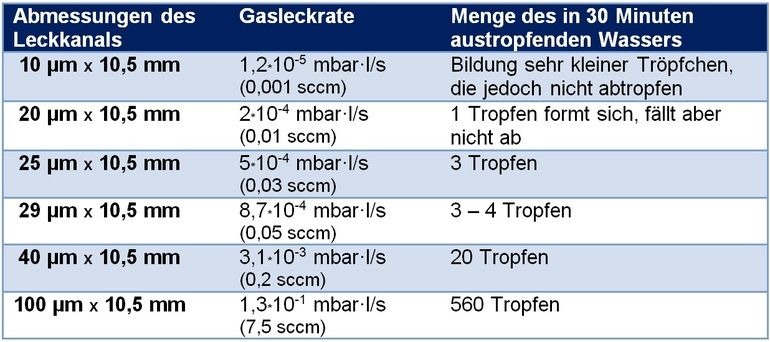
Eine eingehende Betrachtung verdeutlicht zwei Dinge. Erstens: Die für einen Schutz nach IP67 erforderlichen Grenzleckraten sind üblicherweise nur mit modernen Prüfgasmethoden zu testen. Zweitens: Das Gehäusematerial selbst hat einen deutlichen Einfluss auf die Dichtheitsanforderungen, weil Wassertropfen sich von manchen Materialien leichter ablösen und so durch einen Leckkanal eindringen. Sehr oft werden Batteriegehäuse für Lithium-Ionen-Akkus oder Gehäuse für die Batteriesteuerelektronik nach IP67 ausgelegt. Die Prüfung gemäß dieser Schutzklasse verlangt, dass nach einem Tauchbad von 30 Min. in 1 m Tiefe das Bauteil seine völlige Funktionsfähigkeit bewahrt haben muss. In manchen Fällen bedeutet dies, dass keinerlei Wasser in das Bauteil eingedrungen sein darf. In einem Testaufbau lässt sich anhand verschiedener Glaskapillaren mit definiertem Durchmesser und mit einer Länge von in unserem Fall jeweils 10,5 mm ermitteln, bei welchem Durchmesser eines Leckkanals sich ein Tropfen gerade noch zeigt – ohne sich aber abzulösen. Der Differenzdruck beträgt dabei 0,1 bar (wie bei einem Gehäuse in 1 m Wassertiefe). Das Ergebnis: Während sich bei einem Glas-Leckkanal von 25 µm Durchmesser in einer halben Stunde noch drei Tropfen ablösen, formt sich bei einem Durchmesser von 20 µm zwar noch ein Tropfen, löst sich aber erst nach einem Zeitraum von mehr als 30 Min. ab. Was solch ein Versuchsaufbau also zeigt: Wenn der Durchmesser eines Leckkanals aus Glas etwas weniger als 20 µm beträgt, ist der Wasserdruck von 0,1 bar mit den Kräften im Gleichgewicht, die das Wasser an der Oberfläche des Leckkanals haften lassen. Anders gesagt: Das Bauteil darf als völlig wasserdicht gelten. Möchte man diese Wasserdichtheit in einer Grenzleckrate ausdrücken, bewegt sich diese in der Größenordnung von 10-3 mbar∙l/s. Kommt es erst einmal zur Ablösung von Wassertropfen, spielt natürlich auch die Länge eines möglichen Leckkanals eine Rolle, denn die Zahl der Tropfen verhält sich zu dessen Länge umgekehrt proportional. Durch einen Kanal mit einem Viertel der Länge dringen viermal mehr Tropfen.
Wasser haftet an Stahl oder ABS gut, an Aluminium nur schlecht
Wassertropfen lösen sich von Glas relativ schlecht ab, weil das Wasser an dessen Oberfläche gut haftet. An anderen Materialien wie etwa Stahl oder ABS haften Wassertropfen sogar noch etwas besser als an Glas. Bevor hier ein Leck dazu führt, dass Wasser unter einem Differenzdruck von 0,1 bar in ein Gehäuse eindringt, muss der Leckkanal-Durchmesser noch ein wenig größer sein. Daraus ergibt sich wiederum, dass auch die Anforderungen an die Grenzleckrate bei diesen Materialien geringfügig weniger strikt sind als bei Glas. Deutlich anders sieht dies allerdings bei Gehäusen aus Aluminium aus. Hier haftet der Wassertropfen nur bei einem sehr kleinen Leckdurchmesser noch am Material. Entsprechend ist ein Aluminiumgehäuse für völlige Wasserdichtheit im halbstündigen IP67-Szenario gegen eine hundertfach kleinere Grenzleckrate zu prüfen, im Bereich 10-5 mbar∙l/s.
Wie viel Wassereintritt ist noch tolerabel?
Die Schutzklasse IP67 verlangt nach dem definierten Tauchprozess eine unveränderte, vollständige Funktionsfähigkeit. Was sie nicht ausdrücklich verlangt, ist, dass bei einem 30-minütigen Tauchbad mit 0,1 bar Druckdifferenz keinerlei Wasser in das Bauteil eindringt. Wenn ein Hersteller entscheidet, doch das Eindringen einiger Tropfen Wasser hinnehmen zu können, weil es die Funktionstüchtigkeit der Komponente nicht beeinträchtigt, kann er für die Prüfung entsprechend andere, weniger kleine Leckraten wählen. Hat ein Bauteil zum Beispiel ein ABS- oder Stahlgehäuse mit Polymerdichtung, stellt schon eine Prüfung gegen eine Grenzleckrate von 2 bis 10-3 mbar∙l/s (ungefähr 0,1 sccm) sicher, dass nur vereinzelte Tropfen eindringen. Für völlige Wasserdichtheit wäre allerdings gegen 1bis 10-3 mbar∙l/s (ungefähr 0,06 sccm) zu prüfen.
Temperaturschwankungen verfälschen Ergebnisse der Druckmethode
Leckraten in der Größenordnung von 10-3 mbar∙l/s (0,06 sccm) stellen in der Praxis die Grenze dessen dar, was sich mit einer herkömmlichen Druckabfallprüfung unter idealen Bedingungen gerade noch feststellen lässt. Für ihre Dichtheitsprüfung in der Fertigung greifen viele Hersteller darum nur bis zu Grenzleckraten von 10-2 mbar∙l/s (bzw. bis 1 sccm) und bei der Prüfung auf Groblecks zur tendenziell unzuverlässigeren Druckabfallprüfung. Denn gerade bei großen Bauteilvolumina wird die Messung der Druckveränderung schon durch kleinste Temperaturschwankungen während des Prüfprozesses stark beeinträchtigt. Dies lässt sich bei der Druckabfallprüfung nicht vollständig kompensieren – sie führt dann sehr leicht zu falsch positiven oder falsch negativen Ergebnissen. Darum bieten sich für alle Grenzleckraten im Bereich 10-3 mbar∙l/s oder kleiner eher die zuverlässigeren, prüfgasbasierten Methoden an. Die Wahl der konkreten Prüfmethode hängt auch davon ab, welche Druckdifferenz ein Bauteil verträgt. Viele Teile, die dazu ausgelegt sind, die Schutzklasse IP67 einzuhalten, widerstehen nur recht kleinen Druckdifferenzen von 0,1 oder 0,2 bar. Ansonsten würden das Bauteil oder seine Dichtungen beschädigt.
Eine dynamische Schnüffellecksuche mit dem Roboterarm
Ist beispielsweise ein Battery Pack bereits zusammengebaut und der Hersteller möchte die Integrität der Dichtungen testen, verbietet sich ein zu hoher Differenzdruck, denn er könnte die Dichtungen beschädigen. Darum ist hier unter anderem die prüfgasgasbasierte Roboterschnüffellecksuche empfehlenswert. Dabei wird im Bauteil ein Prüfgasüberdruck von nur 0,1 bar erzeugt, und ein Roboterarm führt den Prüfgassensor automatisch an den Dichtungen des Battery Packs entlang, um gegebenenfalls austretendes Prüfgas zu detektieren. Nun hat man es in diesem Fall mit einem Materialmix zu tun. Denn in diesem Szenario besteht ein etwaiger Leckkanal auf seiner einen Seite aus dem Gehäusematerial, meist Aluminium, und auf seiner anderen Seite aus dem Polymer der Dichtung. Entsprechend sollte man auch die Grenzleckrate, gegen die die Dichtung zu prüfen ist, zwischen den materialtypischen Leckraten mitteln. Für dieses Prüfszenario wäre also eine Grenzleckrate im Bereich 10-4 mbar∙l/s ausreichend (auch wenn das reine Aluminiummaterial eine Prüfung gegen 10-5 bar∙l/s erfordern würde). Eine weitere Option für eine integrale Dichtheitsprüfung des bestückten und versiegelten Battery Packs stellt die Akkumulationsprüfung dar. Dabei ermittelt man in einer simplen Akkumulationskammer, ob Prüfgas aus dem Innern des Prüfteils austritt. Ventilatoren sorgen dafür, dass sich austretendes Prüfgas in der Kammer verteilt und sich darin akkumuliert, um dann vom stationären Sensor detektiert zu werden.
Schnelle Tests an leeren Gehäusen in der Vakuumkammer
Andere Bauteile sind Druckdifferenzen gegenüber natürlich deutlich robuster als ein fertiges Battery Pack. Ein noch nicht bestücktes Gussgehäuse aus Aluminium etwa hält auch hohen Druckdifferenzen stand. Für eine Vorprüfung der Dichtheit eines solchen Aluminiumgehäuses bietet sich darum eine Helium-Dichtheitsprüfung in der Vakuumkammer an. Neben ihrer Empfindlichkeit ist der große Vorzug der Vakuummethode ihre hohe Geschwindigkeit: Sie gestattet besonders kurze Taktzeiten in der Fertigungslinie. Das Prüfteil wird bei der Vakuummethode zuerst evakuiert und dann unter einem Druck von 1 bar mit dem Prüfgas Helium befüllt. Um das Prüfteil herum erzeugt man in der Vakuumkammer dann ein Vakuum. So lässt sich austretendes Helium sofort nachweisen. Alternativ arbeitet man sogar mit einem Druck von bis zu 6 bar, reduziert dann aber die Helium-Konzentration auf 15 %. In jedem Fall ist bei der Vakuummethode die Druckdifferenz so groß, dass sich die Grenzleckrate, gegen die geprüft werden muss, vergrößert – ungefähr um den Faktor 10. Für die völlige Wasserdichtheit eines Aluminiumgehäuses prüft man in der Vakuumkammer also nicht gegen eine Grenzleckrate im Bereich von 10-5 mbar∙l/s, sondern von 10-4 mbar∙l/s. Dies eröffnet auch die Möglichkeit, bei den großvolumigen Teilen mit verdünntem Helium zu arbeiten, um Prüfgaskosten zu sparen. Der grundsätzliche Zusammenhang zwischen den Eigenschaften des Materials im Hinblick auf das Haftvermögen gegenüber Wasser und der entsprechend zu prüfenden Grenzleckrate bleibt aber auch bei der Vakuumprüfung unverändert wirksam: Stahl und Kunststoffe sind am Unkritischsten und Aluminium besonders anspruchsvoll.
IP67 bedeutet: Der Hersteller trägt die Verantwortung
Die Schutzklasse IP67, die den Schutz gegen das Eindringen von Wasser in ein Bauteil regelt, legt die Verantwortung letztlich in die Hände des Herstellers. Es ist an ihm, zu entscheiden, wie strikt seine Dichtheitsprüfung sein muss, damit seine Komponente nach einem halbstündigen Wasserbad bei einem Differenzdruck von 0,1 bar noch voll funktionsfähig ist. Will ein Hersteller etwaige Probleme durch einen Wassereintritt völlig ausschließen oder zumindest auf sehr wenige Wassertropfen begrenzen, führt an prüfgasbasierten Methoden letztlich kein Weg vorbei. Entscheidend dafür, welche konkrete Prüfgasmethode infrage kommt, ist, welchen Differenzdruck das Bauteil verträgt. Für die Vorprüfung von Gehäusen bietet sich die sehr schnelle und genaue Heliumprüfung in der Vakuumkammer an. Gegen welche Grenzleckrate eine Komponente genau geprüft werden muss, hängt entscheidend auch vom Material ab, aus dem sie besteht. Im Automotive-Bereich erfreut sich das besonders leichte und feste Aluminium natürlich großer Beliebtheit. Aus Perspektive der Wasserdichtheit gemäß IP67 stellen Aluminiumgehäuse aber auch die höchsten Anforderungen an die Dichtheitsprüfung. jg
Details zu Dichtheitsprüflösungen von Inficon für die Automobilindustrie:
Kontakt:
Inficon GmbH
Bonner Straße 498
50968 Köln
Tel. +49 221 56788–0
reach.germany@inficon.com
www.inficon.com







{kind=link}