

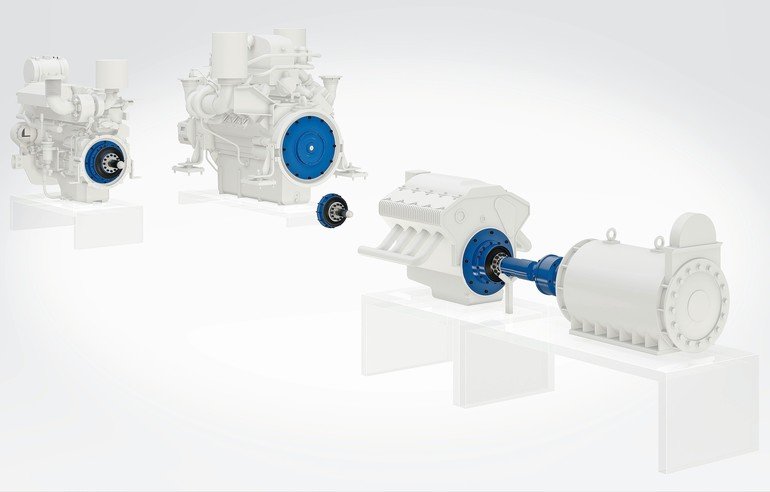
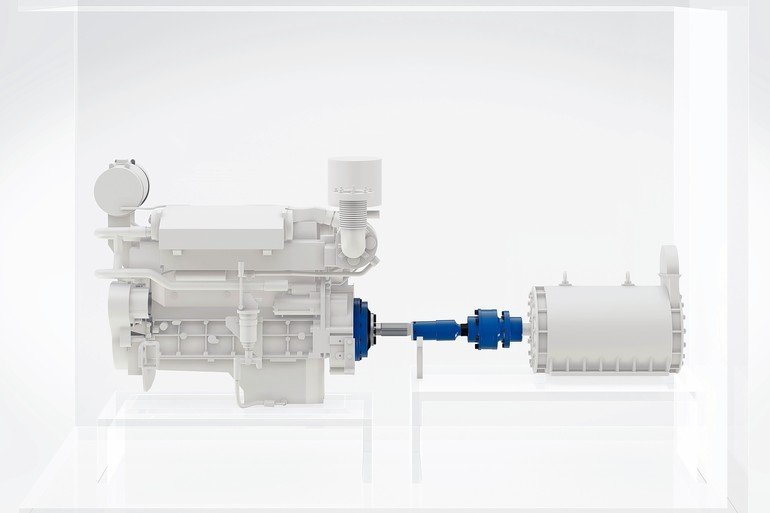
Auf der Automotive Testing Expo Europe 2017 in Stuttgart präsentierte Reich-Kupplungen erstmals ein adaptives Docking-System für Motorenprüfstände. Es dient dem Anschluss von Verbrennungsmotoren verschiedener Größe an einen Dynamometer. Besonders beeindruckt zeigte sich das Fachpublikum, darunter vor allem Fahrzeughersteller und Komponentenzulieferer, von der selbsttätigen Andock- und Zentriervorrichtung. Ziel des Docking-System nach dem Baukastenprinzip ist es, den Prüflingswechsel bei der Prüfung von Verbrennungsmotoren weitgehend zu automatisieren. Das bringt nicht nur einen Kostenvorteil für den Kunden, sondern steigert auch die Effizienz der Motorenprüfstände, da die verfügbare Prüfzeit maximiert wird.
Die Andock- und Zentriervorrichtung besteht aus einem geradverzahnten Zapfen sowie einer ebenfalls geradverzahnten Hülse. Beide Bauteile sind in einer Standardgröße verfügbar und werden an eine jeweils für den entsprechenden Motor passende Kupplung montiert. Typischerweise wird mit einer Drehschwingungsberechnung (DSR) festgestellt, welche Kupplung sich für den jeweiligen Prüfeinsatz eignet. Diese Berechnung kann von Reich im Hause erstellt werden oder alternativ vom Kunden durchgeführt werden, wenn dort die entsprechende Kompetenz vorliegt. Das Rüsten umfasst dann lediglich die manuelle Montage der passenden Kupplung samt Zapfen an den Motor. Weil dies außerhalb des Prüfstands stattfindet, werden Rüstzeiten in der Prüfzelle minimiert. „Mittels dieser Vorrichtung lassen sich bereits während der Prüfung des einen Motors weitere zu prüfende Motoren vorbereiten“, erklärt Ulrich Bentele, Vertriebsleiter bei Reich-Kupplungen. „Auf Seiten des Dynamometers ist keine aufwändige Mechanik und kein manuelles Eingreifen mehr notwendig.“
Die Zeitersparnis bezieht sich im Wesentlichen auf die Montagezeit der Kupplung am Motor. Hier lassen sich 10 bis 15 Prozent der bisher benötigten Zeit einsparen. Einen größeren Vorteil bietet das System, wenn unterschiedliche Motoren nacheinander in der gleichen Prüfzelle getestet werden. Die Zeitersparnis dürfte dann bei 10 bis 20 Prozent liegen. Diese Vorteile fallen natürlich nur bei häufigem Prüflingswechsel an, etwa bei der End-of-Line-Serienprüfung, wo im Schnitt zwei bis sechs Motoren pro Stunde getestet werden.
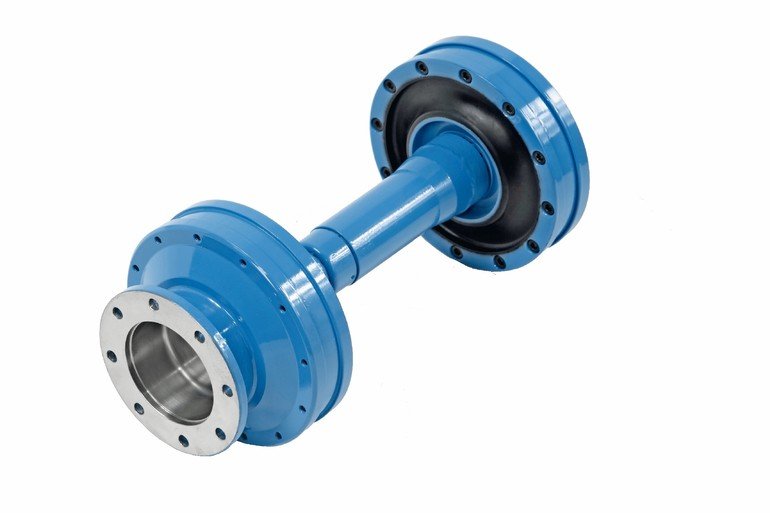
Als Grundlage des Docking-Systems dient ein korrekt positioniertes, festes Auflager. Darauf ruht die mit einem CV-Gelenk ausgestattete Hülse. Die Hülsenseite liegt im nicht gedockten Zustand auf einem Support der ca. 5 – 10 mm unterhalb der späteren Arbeitsposition eingestellt wird. Dabei ist auch die Achse der Hülsenseite leicht nach unten geneigt. Ebenso ist die Achse des Zapfens durch das Eigengewicht leicht nach unten geneigt. So treffen sich die Enden der beiden Bauteile etwas tiefer als im gedockten Zustand. Der Zapfen gleitet dann mit der speziell gestalteten Einfädelhilfe in das Gegenstück (Einfädelhilfe Hülse). Beim Zusammenfahren in die Endposition werden dann beide Achsen durch das Einführen in die Verzahnung soweit angehoben, dass sie eine gemeinsame Achse haben (Arbeitsposition). Alle verzahnten Wellenbauteile passen in jeder Verdrehposition ineinander und weisen dabei einen guten Wuchtzustand auf. Drehzahlen bis 6.000 min-1 sind mit dem neuen Docking-Baukastensystem samt den TOK-Kupplung des Anbieters möglich. Der Anschlussflansch des Zapfens ist immer auf die jeweilige Kupplung zugeschnitten. Daher gibt es typischerweise mehrere Zapfen, aber nur eine Hülsenwelle innerhalb einer „Familie“.
Derzeit laufen erfolgreich Projekte bei namenhaften Automobilherstellern. Jeder Anwender kann entscheiden, wie weit er das Einbringen des Prüflings in den Prüfstand automatisiert möchte. Erste interne Prüfungen haben gezeigt, dass durchaus 100.000 Steckproben der verzahnten Wellenbauteile ertragbar sind. Rückmeldungen aus dem Feld liegen bisher nicht vor. Ziel ist es aber, keine Standzeitnachteile gegenüber konventionellen Prüfstandswellen zu haben.
Die Kupplungswellen und hochelastische Kupplungen des Anbieters sind auf unterschiedlichste Verbrennungsmotoren abgestimmt. Mit Drehzahlen bis zu 10.000 min-1 und einer hohen Drehelastizität und Drehmomentkapazität von 100 bis 70.000 Nm sind sie auf den anspruchsvollen Einsatz in Prüfständen ausgelegt. mc
Details der TOK-Kupplungen..
http://hier.pro/EaBk4







{kind=link}