
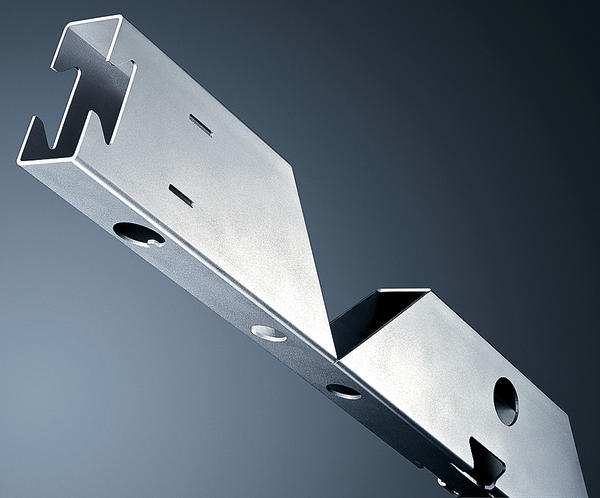

Neue Konzepte in der Konstruk- tion von Strukturelementen wie Träger, Schweller oder Wagen- türen: Der Einsatz von Profilen, einseitige Laser-Fügeprozesse und sogenannte Interlocked-Verbindungen sparen Gewicht, Zeit, Kosten und Bauraum. Sie vereinfache die Konstruktion, ersetzen Flanschverbindungen durch Standard-I-Stöße und ermöglichen Fügeprozesse ohne spezielle Spannvorrichtung.
Wie viel Material, Gewicht und Kraftstoff ließe sich sparen, wenn man die Flansche und Überlappstöße an Trägern, Schwellern, Tunneln und anderen verschweißten Halbschalenkonstruktionen einer Karosserie durch I-Stöße ersetzen würde? Zu einem Zeitpunkt, an dem das Gewicht des Klebers, der die Türbleche mit dem Rahmen verbindet, in die Gesamtrechnung einbezogen wird, lohnt sich diese Frage. Je nach Komponente kann der Verzicht auf Flanschverbindungen zu Gewichtseinsparungen im Kilogrammbereich führen und den erforderlichen Bauraum pro Teil um die Breite des bisherigen „Kragens“ reduzieren – oft beachtliche 8 bis 16 mm.
Die Flanschkonstruktion ist das lange erwachsene Kind zweier Erfindungen, die gemeinsam den modernen Karosseriebau prägen: Das 1877 entwickelte Widerstandspunktscheißen als schnelles, effizientes und industriell nutzbares Fügefahren und der 1954 erfundene Industrieroboter, der mit eben diesem Schweißverfahren kombiniert einen enormen Sprung bei Automatisierungsgrad und Produktivität ermöglichte. Der Preis waren jedoch bestimmte konstruktive Voraussetzungen: zwei aufeinanderliegende Blechflächen, die der Roboter mit seiner Elektrodenzange umfassen kann. Dies und das Tempo, indem er sich von Schweißpunkt zu Schweißpunkt bewegen kann, zählen zu den prägenden Momenten im Karosseriebau.
Strategiewechsel in der Konstruktion
Künftige Einsparungen und Produktivitätsgewinne werden daher auf Dauer eher Resultate eines Strategiewechsels in der Konstruktion sein, als einer Optimierung der bestehenden Verfahren: Hin zu Konstruktionen, die die Vorteile von einseitigen, hochautomatisierbaren Schweißverfahren wie dem Laser-Remoteschweißen nutzen. Denn dies eröffnet den Weg hin zu Profil- und Rohrkonstruktionen für Strukturelemente und zu Bauteilen mit integrierter Spannvorrichtung für den Fügeprozess.
Was der Schwenk vom Widerstandspunkt- zum Laserstrahlschweißen an der richtigen Stelle bedeuten kann, hat vor drei Jahren unter anderen Daimler mit der Einführung des „Rob- scan“-Laserschweißverfahrens gezeigt. Im Mai 2010 wurden auf dem International Laser Technology Congress (AKL) in Aachen wieder die Vorteile des Verfahrens vorgestellt. Die Bearbeitungsgeschwindigkeit stieg um 50 bis 80 %. Zugleich nutzte Daimler die Möglichkeit, die Nahtgeometrie frei zu gestalten und ersetzte die Punkte durch Klammer- und S-Nähte. Mit diesen wesentlich steiferen Verbindungen ließ sich die Dicke der eingesetzten Bleche reduzieren, was seinerseits Gewicht und Werkstoffkosten sowie Zeit und Energie beim Schweißen spart.
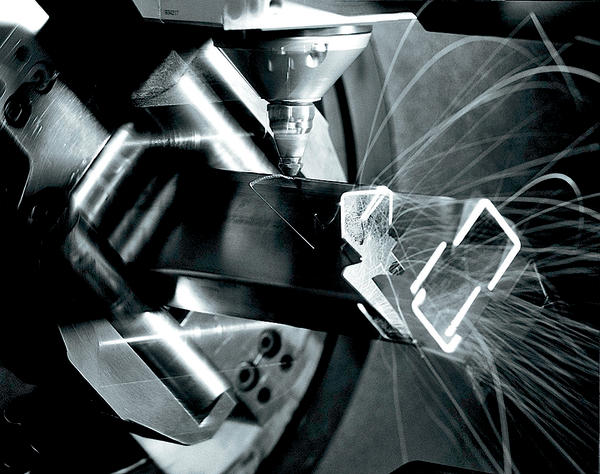
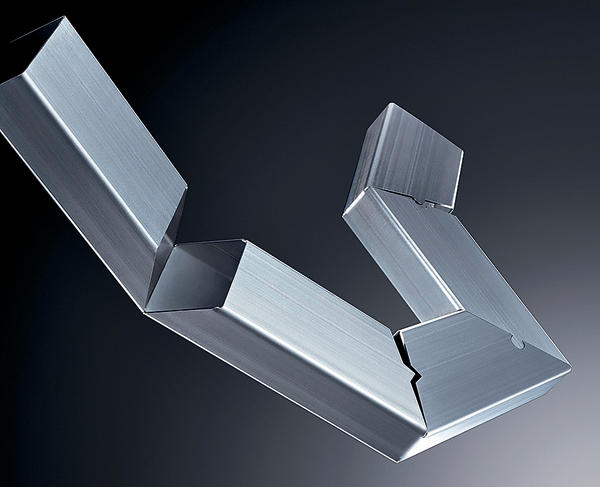
Erst recht entfaltet das Laserstrahlschweißen seinen Charme, wenn die konstruktiven Freiheiten ins Spiel kommen, die es bietet: Weil es weder Überlappungen noch Flansche noch beidseitigen Zugang erfordert, können mit ihm alle Möglichkeiten moderner Blech-, Rohr- und Profilbearbeitung in den Karosseriebau einziehen. Die erforderliche durchgängige Prozesskette mit Rohrbearbeitungsmaschinen, die Rohre und Profile mit der nötigen Präzision schneiden und biegen, steht bereits zur Verfügung. Ein einfaches Beispiel: Wenn etwa bei einer Komponente zwei Profile in einem vorgegebenen Winkel aufeinandertreffen, kann diese Komponente komplett aus einem Profil gefertigt werden. Der Schneidlaser der Rohrbearbeitungsmaschine setzt dafür an der vorgesehenen Stelle eine Kerbe in V-Form. Die nächste Station in der Fertigungslinie „biegt“ das Profil dann in diesem „Scharnier“ zum Winkelstück. Anschließend schweißt ein Laser die beiden Schenkel mit einer nachbearbeitungsfreien Naht auf Stoß. Der Teilebedarf reduziert sich so um 50 % und es entsteht ein präziser, definierbarer, flanschloser Knick, der sich ohne Spannvorrichtung präzise fügen lässt.
Dort, wo in einem Knoten zwei Profilkomponenten aufeinandertreffen, bieten sich sogenannte „Interlock-Konstruktionen“ an. Dabei wird die Stoßstelle so geformt, dass eine mechanische Verbindung entsteht – ein Bajonettverschluss zum Beispiel oder eine Steckverbindung. Diese Positionierhilfen ersetzen die Spannvorrichtung: Jedes Bauteil bestimmt seine Position selbst – exakt und fehlerfrei. Aktuell setzt sich diese Form der Profilkonstruktion unter anderem in der Möbelindustrie durch. Lieferanten des sehr kosten- und gewichtssensiblen Einrichtungskonzerns Ikea gelingt es damit beispielsweise, die Zahl der Einzelteile, die Fertigungszeiten und die Kosten für die aufwändigen Rahmenkonstruktionen von Klappsofas deutlich zu reduzieren.
Sprung vom Sofa zum Auto
Der Sprung vom Sofa zum Auto erscheint vielleicht gewagt. Doch arbeitet die Automobilindustrie schon heute vielerorts bei Strukturelementen mit Profilen oder Konstruktionen, die sich durch Profile ersetzen ließen. Und bei künftigen Elektroautos werden gewichtsreduzierende Profilkonstruktionen eine noch viel größere Rolle spielen als bei den heutigen Wagen mit Verbrennungsmotor. Den Weg weisen Lösungen wie das „Space-Frame“ Konzept: Es spart rund 40 % Gewicht gegenüber einer selbsttragenden Stahlkarosserie, da der Space-Frame größtenteils aus Aluminiumprofilen besteht, auf die eine Stahlblechverkleidung aufgeplankt wird.
Noch sind die Kosten des Space-Frame hoch. Doch das obige Beispiel der Winkelkomponente zeigt Möglichkeiten, Bearbeitungszeiten und -kosten deutlich zu senken. Bereits die Reduktion der Teilezahl ist vielversprechend – ein mehrfach gebogenes Profil ergibt eine dreidimensionale Teilstruktur. Interlockverbindungen schließen Fehler aus und dienen als exakte Spannvorrichtungen für Knoten. Die moderne Prozesskette in der Blech- und Rohrbearbeitung deckt alle nötigen Schneid- und Umformprozesse ab. Sie arbeitet mit aller notwendigen Präzision, ist längst leistungsfähig genug für die hohen Volumenansprüche in der Serie und bietet mit ihren sehr weitreichenden Automatisierungsmöglichkeiten hohe Produktivität.
Doch auch in der klassischen selbsttragenden Stahlkarosserie lassen sich aus Blech gezogene Bauteile und geflanschte Verbindungen vielerorts durch Profile ersetzen und Spannvorrichtungen durch Positionierhilfen oder Inter-locked-Verbindungen ablösen. So gibt es Entwürfe für eine neue, wesentlich leichtere Unterbodenkonstruktion: Auf ein deutlich dünneres Blech als heute üblich, werden Halbprofile als Versteifung aufgeschweißt. Entlang der Profilkanten rasten Laschen in entsprechende Ausschnitte des Unterbodenblechs ein und ersetzen die Spannvorrichtung. Ein Laser verschweißt Halbprofile und Blech mit Serien kurzer Kehlnähte. Oder er verschweißt die durch das Blech gesteckten Laschen der Halbprofile auf der Blechrückseite. In jedem Fall werden die Teile aber auf Stoß geschweißt, was die benötigte Laserleistung gegenüber Flanschen oder Überlappungen um 50 % reduziert. Und anders als etwa beim Lichtbogenschweißen bleibt der Wärmeeintrag so gering, dass thermischer Verzug trotz der großflächigen Konstruktion kein Hindernis darstellt.
Weiteres Konzept: Der K-Knoten
Ein weiteres Konzept für eine vielseitig einsetzbare, selbstpositionierende Verbindung ist der K-Knoten. Der patentierte K-Knoten lässt sich überall dort einsetzen, wo sonst Bleche oder Profile mit Flanschen oder Überlappstößen per Widerstandspunktschweißen gefügt werden. Bei der Vorbereitung der Teile prägt die Blechfertigung entlang der Stoßkontur aufgestellte Anschläge in eines der beiden zu fügenden Teile. Als „Stoßkante“ definieren diese die exakte Position des aufzuschweißenden Teils. Gleichzeitig dienen sie als Ankerpunkte für kurze, lasergeschweißte Nähte. Das Ergebnis ist immer ein einfacher I-Stoß oder eine sehr kurze Kehlnaht, bei der der Strahl nur die einfache Blechdicke schweißt. Beschichtete Bleche können dadurch ohne Probleme geschweißt werden.
Das gilt selbst dann, wenn sich die beiden zu fügenden Teile weiterhin überlappen oder das aufgesetzte Teil einen schmalen Flanschrand behalten muss. Außerdem ist der K-Knoten von beiden Seiten schweißbar. So lassen sich selbst dann alle Nähte von einer Seite der Komponente schweißen, wenn auf beiden Seiten Teile angefügt werden.
K-Knoten, Profilkonstruktionen und Inter- locked-Verbindungen sind nur Beispiel für die vielfältigen konstruktiven Möglichkeiten, die neue Verfahren wie die Remotebearbeitung mit Laserlicht und die geschlossene Prozesskette in der Profil- und Blechbearbeitung bieten. Selbsttragende Stahlkarosserie und Widerstandspunktschweißen prägen heute den Karosseriebau. Als sie sich herausbildeten, waren sie angesichts der bestehenden technischen und konstruktiven Möglichkeiten die ideale Lösung für die Anforderungen im Automobilbau – und werden es in vielen fällen noch lange bleiben. Dennoch, heute stehen wir wieder an einem ähnlichen Punkt: Die aktuellen Herausforderungen für die Automobilindustrie sind groß. Die Fortschritte bei Werkstoffen und den Verfahren, um sie zu bearbeiten sind es jedoch ebenfalls – und in vielen Fällen bieten sie neue Antworten.
Trumpf; Telefon: 07156 303-30115;
E-Mail: ruediger.brockmann@de.trumpf.com
Teilen:






{kind=link}