Die Stahlpalette für die Automobilindustrie umfasst eine ganze Reihe hochfester Materialtypen. Der gegenwärtige Branchenfokus auf Treibstoffeffizienz, leichte Strukturen und niedrige Materialkosten erfordert jedoch zunehmend auch den Einsatz ultrahochfester und formbarer Stahlsorten.
Die Autoren: Franz J. Kochhan, Managing Director, und Stephane Moreau, Sales Manager, Ruukki Deutschland GmbH, Duisburg
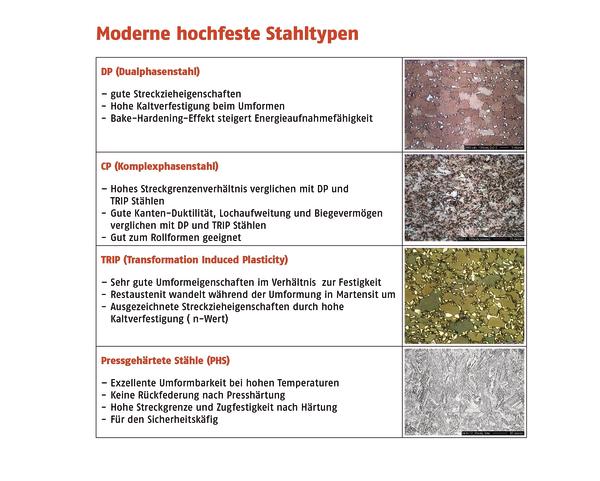
Bereits seit den 1990er-Jahren verlassen sich einige Erstausrüster auf Mehrphasenstähle. Der finnische Zulieferer Ruukki hat in die innovativen Materialien investiert und sich als Vorreiter in der Produktion und Entwicklung von feuerverzinkten Dualphasen- (DP) und Komplexphasen-Stählen (CP) hervorgetan. Die Produktreihe wird unter dem Markennamen Litec vermarktet.
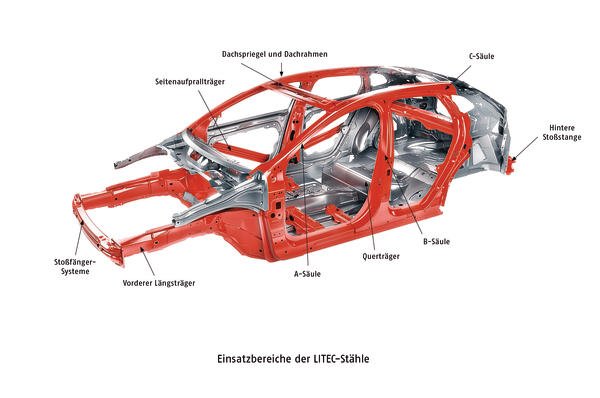
Schon in den späten 1980er-Jahren begann das Unternehmen mit der Produktion der feuerverzinkten, hochfesten Stähle und ist bis heute einer der wenigen Hersteller, die ultrahochfeste Stahlsorten wie DP-, CP- und Trip-Stähle mit unterschiedlichen Metallbeschichtungen anbieten. Bei der Entwicklung dieser Stähle spezialisierte sich der Hersteller auch auf die Produktion individueller Litec-Rohre. Die Produktreihe stieß bei Erstausrüstern auf großes Interesse. Noch heute werden besonders die DP-Produkte, die sich durch ihre höhere Festigkeit und Formbarkeit deutlich von den herkömmlichen HSLA-Rohren absetzen, den OEM-Anforderungen gerecht. Sie werden sowohl in Stoßfängersystemen als auch in Querträgern eingesetzt.
Innovative Produkte, neue Techniken
Im Kampf um Gewichtreduzierungen haben die Vorteile neuer Materialien wie Aluminium und anderer Leichtstoffe zu einem Umdenken bei den Stahlherstellern und OEM-Zulieferern geführt. Die alternativen Materialien bieten zwar großes Potenzial zur Gewichtseinsparung, doch ihre Anwendung in besonders sicherheitsrelevanten Autoteilen ist nur mit großem finanziellen Aufwand zu ermöglichen. Die Kosten für Material und Herstellungsprozess machen sich letztlich nur in den Segmenten Oberklasse und Luxusklasse bezahlt. Insbesondere bei der Produktion von Klein- und Mittelklassewagen, die den Löwenanteil registrierter Fahrzeuge auf europäischen Straßen ausmachen, ist Stahl in der Struktur der Fahrgastzellen daher nicht zu ersetzen. Ihr Sicherheitskäfig bleibt somit die langfristig beste Investitionsoption für die Karosserie.
Festigkeit und Steifigkeit sind unerlässlich für den Stahlkäfig, der Fahrer und Passagiere schützen soll. Während die DP-Stähle beispielsweise in der Energieaufnahme überlegen sind und somit als bevorzugtes Material für Front- und Heck-Aufprallzonen eingesetzt werden, haben alle Mehrphasenstähle durch ihre vergleichsweise hohe Duktilität Nachteile bei sicherheitsrelevanten Stahlkäfigteilen. Beim Presshärten von Borstählen tritt keine Rückfederung auf. Pressgehärtete Stähle bieten höhere Streckgrenzen von mindestens 1100 MPa sowie Zugfestigkeiten von derzeit üblichen 1500 MPa. Sie wurden in den späten 1990er-Jahren entwickelt und sind seit Anfang 2000 auf dem Markt. Aktuell setzt die Industrie jedoch zunehmend auf die ultrahochfesten PHS-Stähle bei der Rohkarosserie.
Direkthärtung
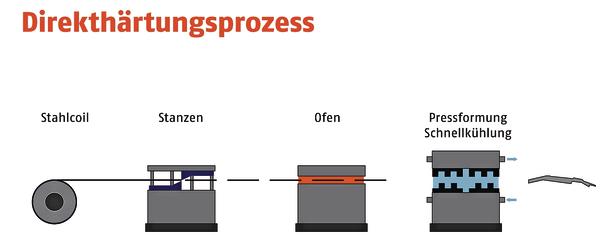
Um die gewünschte Steifigkeit zu erreichen, werden die kaltgewalzten PHS-Stähle bei hoher Temperatur geglüht und in einem Werkzeug abgeschreckt. Dieser Prozess wird Presshärten genannt. Zwei Methoden der Presshärtung werden allgemein angewendet: indirektes Presshärten und Direkthärtung. Die kaltgewalzten Stahlbleche mit einer nur mäßigen Festigkeit und hoher Duktilität werden zunächst ausgestanzt. Im indirekten Härtungsprozess werden die Zuschnitte beim Kaltpressen vorgeformt und anschließend im Ofen geglüht. Beim direkten Prozess wird auf das Kaltumformen verzichtet und die Blechzuschnitte werden direkt geglüht. Die Stähle werden auf Temperaturen von 900 bis 950 °C erhitzt, sodass die Festigkeit des Borstahls auf etwa 200 MPa sinkt und der Stahl optimale Formbarkeit erreicht. Danach wird der Stahl in der Stahlpresse geformt (Direkthärtung) oder (im Falle des vorgeformten Zuschnitts im indirekten Prozess) getrimmt und gleichzeitig auf etwa 200 °C abgeschreckt. Durch die Warmumformung und Schnellkühlung erlangt der Stahl seine Zugfestigkeit von 1500 MPa. In einem letzten Schritt werden die gehärteten Bleche oder Komponenten gereinigt und in ihre endgültige Form gebracht.
Die Direkthärtung verzichtet auf das Vorformen durch Kaltpressen der Zuschnitte und ist somit ökonomischer und effizienter. Der Prozess setzt den Stahl allerdings auch größerer Umformung bei hohen Temperaturen aus, was die schützende Stahlbeschichtung deutlich stärker belastet.
Galvannealed versus AlSi-Beschichtung
Um Oberflächenschäden und Korrosion während des Presshärtens zu vermeiden, benötigen die PHS-Stähle eine Schutzschicht. In allen Beschichtungen kommt es im Zuge des Härtungsprozesses zur Bildung von Mikrorissen. Oxidations- und Korrosionsschutz des Stahls hängen jedoch maßgeblich von der Art der Beschichtung ab. Ruukki hat festgestellt, dass PHS-Stähle mit einer Zink-Eisen-Legierung (ZF), sogenannte Galvannealed-Stähle, hier die beste Qualität liefern.
Der in der Industrie am häufigsten verwendete Schutz für PHS-Stähle ist eine Aluminium-Silizium Legierung (AlSi), die in einer üblichen Dicke von 10 bis 20 µm aufgetragen wird. AlSi ist der bekannte und getestete Standard im Sektor und wird von einer Reihe der marktführenden Stahlhersteller und OEM-Zulieferer verwendet. Beschichtungen auf Aluminiumbasis bieten jedoch nur einen Barriereschutz gegen Korrosion. Sobald Risse in der Schutzschicht auftreten – die Oberfläche zerkratzt, beschädigt oder anders durchdrungen wird oder Spannungsrisskorrosion entsteht − oxidiert der Stahl unterhalb der beschädigten Stelle und die Korrosion weitet sich aus.
Eine ZF-Beschichtung schützt den Stahl dagegen kathodisch. Zink fungiert in den Galvannealed-Stählen als ein Opfermetall. Es zieht den Sauerstoff an und korrodiert, während der darunterliegende Stahl von dem Korrosionsangriff verschont bleibt. Ruukki verwendet eine ca. 10 µm dünne, zinkreiche ZF-Legierung, die eine gleichmäßige und feine Oberflächenstruktur ermöglicht.
Das Unternehmen hat die Korrosionsschutzeigenschaften einer nicht lackierten AlSi-Schicht im Vergleich mit ebenfalls nicht lackiertem Galvannealed-Stahl in einem neutralen Salzsprühtest (NSS) nach EN ISO 9227 getestet. Mit dem standardisierten Test wird die Korrosionsresistenz verschiedener Beschichtungen ermittelt. Die Materialproben werden mit einer konzentrierten NaCl-Lösung eingesprüht und in einer kleinen Testkammer beobachtet, in der durch die NaCl-Lösung eine korrosionsfördernde Atmosphäre entsteht. Sobald die Schutzschicht ihre Wirkung verliert und der Stahl zu korrodieren beginnt, weist der beschichtete Stahl Rotrost (Eisenoxid) auf. Der NSS-Test wurde im Standardverfahren mit den folgenden Parametern durchgeführt:
- eine NaCl-Lösung in der Konzentration von 50 ± 5 g/l wurde aufgesprüht
- die Testtemperatur betrug konstant 35 ± 2 °C
- ein pH-Wert von 6,5 bis 7,2 wurde eingehalten
- die durchschnittliche Sammelquote für eine horizontale Auffangfläche von 80 cm2 von 1,5 ± 0,5 ml/h wurde gewährleistet
Ergebnis war, dass die ZF-Beschichtung korrodiert, dabei jedoch intakt bleibt und die PHS-Materialprobe weiterhin effektiv vor Korrosion schützt. Die AlSi-Beschichtung wurde vor Testabbruch durchdrungen und es bildete sich Eisenoxid auf der Stahloberfläche.
Der Eisenanteil in der Galvannealed-Beschichtung bringt eine Reihe von zusätzlichen Vorteilen mit sich. In erster Linie verbessert er die Punktschweißbarkeit im Vergleich zu anderen Metallbeschichtungen inkl. denen auf Aluminiumbasis. Aufgrund des hohen Korrosionsschutzes und der optimalen Schweißbarkeit setzt Ruukki auf die Galvannealed-PHS-Stähle und bietet damit ökonomische und sichere Stahllösungen für den Kfz-Sicherheitskäfig.
Ruukki, Tel.: 0203 31739-233, E-Mail: info.deutschland@ruukki.com
Teilen:







{kind=link}